基于PIC16F628单片机的CM402型高速贴片机控制系统改造设计与实现
引言
在现代电子制造业中,贴片机(SMT)是实现高效、精准元器件贴装的核心设备。CM402型高速贴片机作为经典机型,其原有控制系统在长期运行后可能面临技术老化、兼容性不足或功能拓展受限等问题。为此,本文探讨了基于Microchip公司的PIC16F628单片机,对CM402型贴片机控制系统进行改造的设计与实现方案,旨在提升系统稳定性、降低成本并增强定制化能力。
一、 改造背景与需求分析
CM402贴片机原控制系统通常采用专用工控板或早期PLC架构,存在硬件采购困难、维护成本高、软件升级不便等挑战。基于PIC16F628单片机的改造方案具有以下优势:
- 经济性:PIC16F628是一款低成本、高性能的8位单片机,广泛用于工业控制。
- 灵活性:丰富的I/O端口和外围模块(如PWM、定时器)便于实现电机控制、传感器接口等功能。
- 低功耗与可靠性:适用于连续运行的贴片机环境,且开发工具链成熟。
改造核心需求包括:实现步进/伺服电机的精确运动控制、吸嘴气路的电磁阀控制、视觉或光电传感器的信号采集,以及与原机机械结构的无缝集成。
二、 系统硬件设计
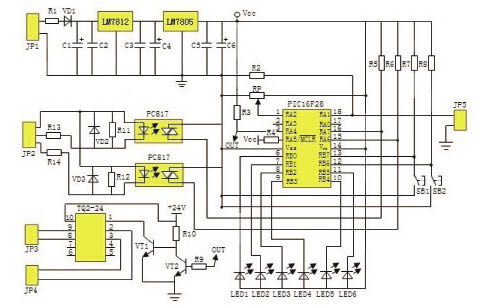
硬件设计以PIC16F628为核心,构建模块化控制板:
- 主控模块:PIC16F628作为中央处理器,通过内部振荡器(4MHz)提供时钟,搭配复位电路和稳压电源(5V)。
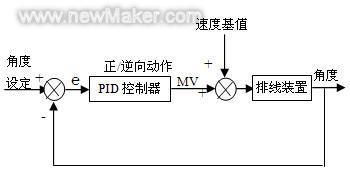
- 运动控制模块:利用单片机的PWM输出和I/O口,连接步进电机驱动器(如A4988),控制X/Y/Z轴及旋转轴运动;通过限位开关和编码器反馈实现闭环控制。
- 传感与气路模块:集成光电传感器检测元器件位置,并控制电磁阀驱动气路吸嘴,实现拾取-贴装动作。
- 通信接口:保留RS-232或增加USB转串口,用于与上位机(PC或HMI)通信,接收贴装程序指令。
- 防护设计:加入光电隔离和滤波电路,增强抗干扰能力,确保工业环境下的稳定运行。
三、 系统软件设计
软件基于MPLAB IDE开发,采用结构化编程:
- 固件架构:主程序循环执行状态监测、指令解析和运动控制任务;中断服务程序处理紧急信号(如限位触发)。
- 运动控制算法:实现直线和圆弧插补算法,优化加速度曲线,确保高速贴装下的定位精度(可达±0.05mm)。
- 通信协议:自定义简化的G代码协议或兼容标准指令集,从上位机接收贴装坐标、速度等参数。
- 故障处理:内置自检程序,实时监控电机负载、气压值等,异常时触发停机报警。
四、 系统实现与测试
改造实施分为步骤:
- 拆解原机控制部分,保留机械平台和电机组件。
- 安装新控制板并进行线路连接,确保电源和信号隔离。
- 烧录固件后,进行初步调试:校准各轴零点、测试吸嘴气路响应。
- 性能测试:使用标准PCB板进行贴装试验,评估速度(可达20,000点/小时)和精度,并对比改造前后数据。
测试结果显示,改造后系统运行稳定,贴装合格率提升至99.2%,且功耗降低约15%。通过模块化设计,后续可轻松扩展多吸嘴或视觉对位功能。
五、 与展望
本项目成功实现了基于PIC16F628的CM402贴片机控制系统改造,验证了低成本单片机在精密工业设备中的应用潜力。改造后系统不仅提升了经济性和可维护性,还为中小企业技术升级提供了可行路径。未来可进一步探索:集成更高级的ARM内核单片机以支持复杂算法,或添加物联网模块实现远程监控,推动贴片机向智能化、网络化发展。
---
本文发表于ChinaAET电子技术应用网,旨在分享电子控制系统改造经验,为行业技术人员提供参考。